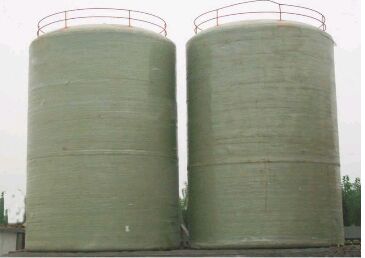
玻璃钢立式储罐施工方法及焊接方法的选择要领
作者:hengke来源:富彩vip时间:2018-05-26 07:32访问量:次
描述:选择合适的焊接方法的是玻璃钢立式储罐施工技术中另一个重要事项。焊条电弧焊是传统的焊接方法,但是劳动强度大、效率低,采用半自动焊接和自动化焊接是大势所趋,是今后储罐焊接施工的发展方向
玻璃钢立式储罐施工方法及焊接方法的选择要领
玻璃钢立式储罐的各种板件组合为整体的施工方法,选择原则如下:
1.应按照技术经济的综合分析结果确定施工方法。上面提到的方法中除了气体浮力提升倒装法和水浮倒装法现在使用不太广泛外(SHT3530-2011《石油化工立式圆筒形钢制储罐施工技术规程》中也没有推荐),其他各种方法没有绝对的优势,需要综合分析确定施工方法,如液压设备提升倒装法一次性设备投资虽然较大增加了短期施工成本,但其操控容易,功效高,适于任何罐体施工,长期来看成本平摊下来可能平均成本并不会比其他方法高;再如正装法多用于大型储罐施工,如果工程上储罐容积虽不大但数量众多,虽然搭设脚手架工程大,耗材多,但因脚手架可重复使用,脚手架问题就不会是主要问题,正装法壁板可以在地面组对成圈,提升后主要焊接环缝,效率会比倒装法高,在“时间就是金钱”的今天在综合经济效果上不比倒装法差。
2.需要结合本单位的实际情况采用合适的施工方法,所谓受限的施工方法运用的好也能带来好的效果。文献[4]介绍倒链葫芦起吊倒装法过去多用于3000m3以下的储罐施工,但是非常成功地用于12000m3储罐施工,实践中也有过应用在20000m3储罐施工的案例。
3.场地条件受限,大型吊机难以进场时,只能采用倒装法,尤其适合倒链葫芦起吊倒装法和液压设备提升倒装法。
二、玻璃钢立式储罐焊接方法的选择
选择合适的焊接方法的是玻璃钢立式储罐施工技术中另一个重要事项。焊条电弧焊是传统的焊接方法,但是劳动强度大、效率低,采用半自动焊接和自动化焊接是大势所趋,是今后储罐焊接施工的发展方向。下面介绍一些常用的用于立式储罐施工中的半自动焊接和全自动化焊接技术:
1.CO2半自动焊和自动焊技术。在某20000m3钢制拱顶储罐壁板立焊全部采用CO2半自动焊技术,拍片一次合格率为98.3%[5]。CO2自动焊技术同焊条电弧焊相比,可提高工效3~5倍。
2.埋弧自动横焊技术。用于储罐正装法施工和储罐倒装法施工,当用于拱顶储罐罐壁的环焊缝或大型外浮顶原油储罐环焊缝时,效率是焊条电弧焊的4~6倍[6]。
3.埋弧自动角焊技术。用于储罐罐底边板与壁板大角缝的焊接,效率高,焊接质量好[6]。
4.气电立焊技术。气电立焊技术是普通熔化极气体保护焊和电渣焊发展形成的一种熔化极气体保护电弧焊,焊接速度是焊条电弧焊的15倍,而且坡口角度小,非常节省焊接材料。